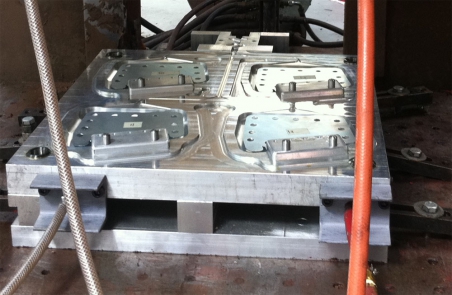

RIM Manufacturing is well-known for helping our customers design molds, or “tools,” for the greatest efficiency, uniformity, and production productivity. During our RIM product design and manufacturing processes, we also consider including after-mixers and gating to maximize your part’s quality.
Planning & Communication
Our experience in the industry means we can help you achieve the ideal mold design by taking multiple factors into consideration:
The Right RIM System
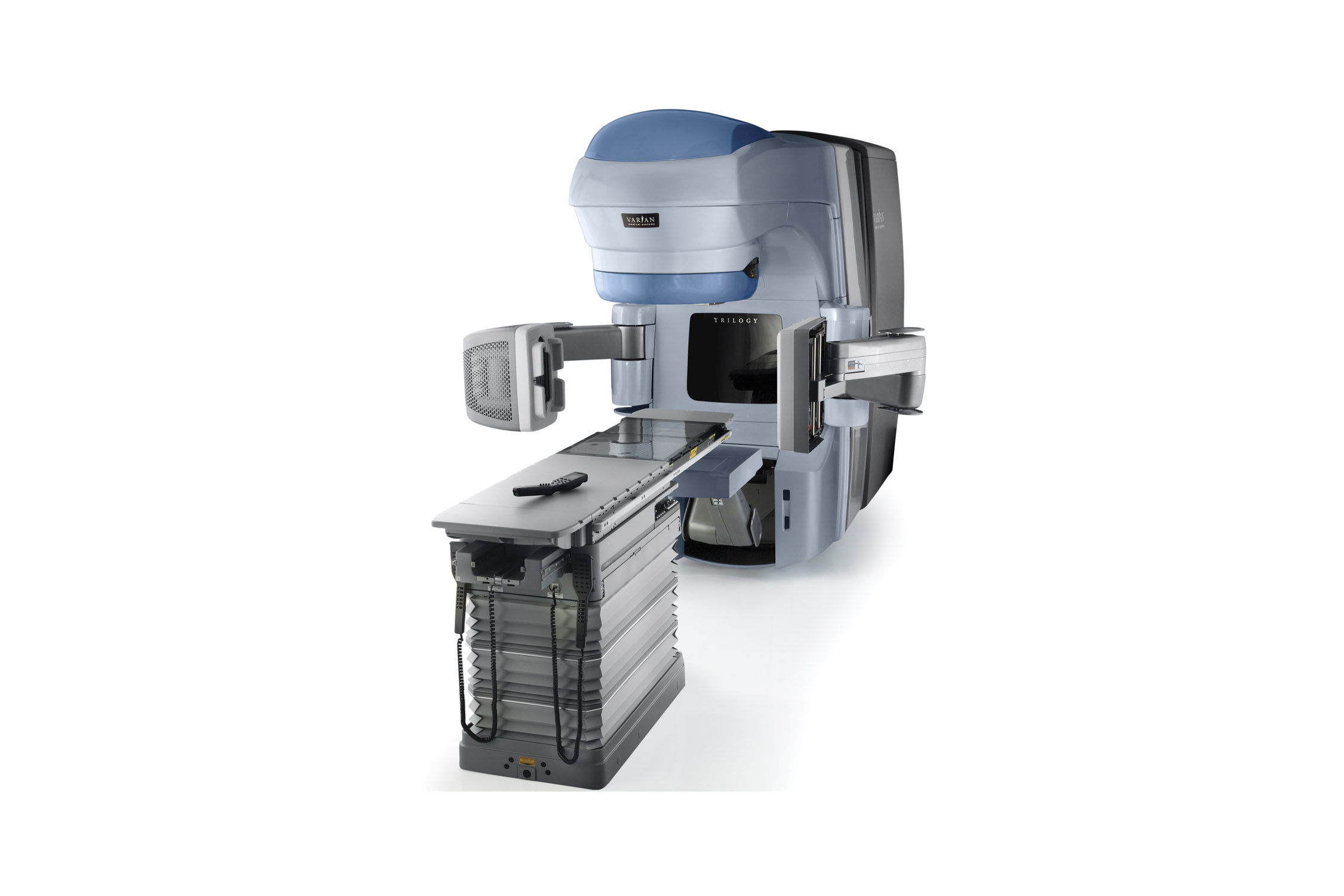
Part size is the primary factor for determining the size of the dispensing machine used to inject the polyurethane into the mold. RIM Manufacturing offers a wide range of capability with three of the largest machines made, two mid-size, and two small machines.
RIM parts are often light but can weigh as much as 100 pounds. The largest part RIM Manufacturing currently produces weighs approximately 50 pounds.
Mold Clamping Pressure
This is determined by the amount of chemical and the type of RIM system injected into the mold. Generally, clamping pressure can range upwards of 200 tons, but typical molding pressure is less than 100 psi.
Mold Cost
RIM molds (aluminum) can be as much as 70% less than injection molding (steel molds). Lower in-mold pressures allow molds to be created from lower-cost materials, and these lower pressures often lead to less wear and tear, allowing the mold to be used for longer, saving more in mold costs.
Part Shrinkage
All plastics, including RIM materials, shrink during molding. The amount of shrinkage characteristic of the particular RIM system is factored into the tool’s design.
Dimensional Tolerances
This is usually geared toward form, fit, and function, allowing molds to be built to absolute dimensions. Because this is more costly, designing parts for more practical dimensional tolerances generally saves money.
Quality & Dependability
RIM Manufacturing is known throughout the industry for producing parts that reduce cost without any reduction in dependability or quality. For decades, our customers have relied on us because they need parts to be defect-free while they strictly conform to form, fit, and function requirements.
Our process goes a long way to ensure that we spend whatever time is necessary with customers assisting with and reviewing the final part design. Collaborative GoTo, WebEx, or in-person meetings are essential to designing parts that exceed everyone’s expectations.
After part drawings are finalized and the mold is designed and constructed, the Production Part Approval Process (PPAP) begins.
- First Article parts are produced, and our Quality Department inspects them for conforming to the part drawing. They measure all critical dimensions and callouts and review them for cosmetic conformance.
- Once approved, the polyurethane parts are sent to the customer for First Article Approval and sign-off.
- Once final approval has been obtained, our Quality Department produces Work Instructions for each relevant area of the part’s production – molding, secondary operations, painting, assembly, quality assurance, and packaging.
Our customers can count on us for quality and consistency, as evidenced by our ISO 9001:2015 and ISO 13485:2016 certifications. And we will continue to improve our processes, capabilities, equipment, facilities, and staff to sustain the highest level of customer satisfaction – that’s our guarantee.