Reaction Injection Molding (RIM Molding) & RIM Process
With the Polyurethane Reaction Injection Molding Process – the Reaction Makes All the Difference!
Plastic injection molding has almost the same name, so even experienced engineers and designers might think they are the same. But “reaction” signals a big difference.
Unlike plastic injection molding, the polyurethane reaction injection molding process, or RIM molding techniques, utilize low-viscosity liquid polymers in thermoset – not thermoplastic or thermoforming – processes. Through a variety of chemical reactions, these polymers expand, thicken, and harden only after they’re injected into the heated mold, accommodating much more intricate designs than ordinary plastic injection molding.
Raw materials and polyurethane reaction techniques can be selected and even customized to precisely deliver desired weight, strength, density, and hardness characteristics. The result is large polyurethane parts with a much lighter weight than those created by more commonplace processes.
Polyurethane Reaction Injection Molding Process, Pressure & Temperature
Since these liquid polymers require less pressure (~100 psi) and lower temperatures (~90°) than typical ingredients, they can be injected into cost-efficient aluminum molds, lowering tooling costs. The molds are then moderately heated (~190°), but the resulting exothermic reaction quickly brings the materials to (~325°) and promptly cures the part inside the mold.
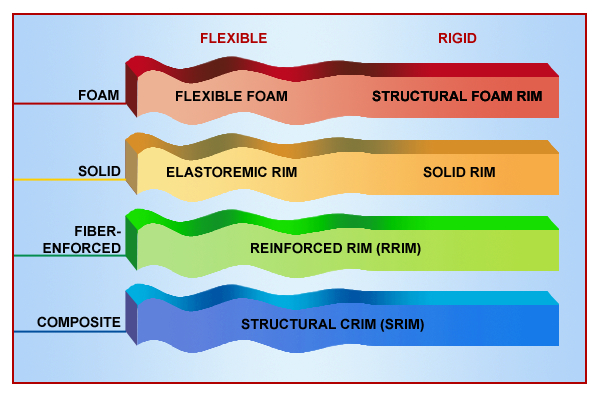
Cure times vary from less than a minute to several minutes, depending on the part’s size, geometry, function, and wall thickness. Polymers and RIM processes can be chosen to produce solid, elastomeric, rigid-foam, or flexible-foam finished polyurethane parts.
Advantages of a Polyurethane Reaction Injection Molding Process
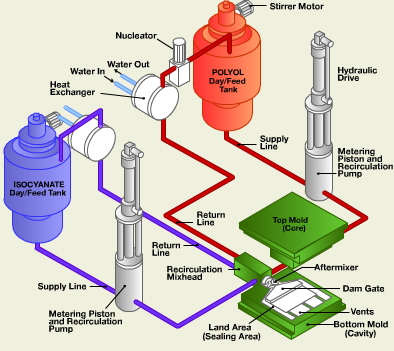
The RIM molding process begins with polymer liquids (polyol and isocyanate) stored in large storage tanks and dispensed by large, high-pressure industrial pumps. The polymers are recirculated from the storage tanks to a multi-stream mix-head on the machined aluminum mold and back to the storage tanks in a continuous loop.
When each part is made, a piston or plunger inside the mix-head retracts, breaking the continuous loop, and the polymers then mix or impinge at a high velocity – approximately 1200 psi – to ensure the proper mixture of the polymers. The resulting polyurethane enters the mold (polyurethane injection molding process) through the after-mixer, which maintains the mixture’s properties while reducing its velocity to 95-100 psi.
Reaction Injection Molding not only offers significant advantages over injection molding, but also vacuum-forming, pressure-forming, and cast molding.
The admittedly longer production time of reaction injection molding is more than offset by its benefits to design, flexibility, and cost-efficiency, not to mention the wide ranges of part size, design uniqueness, and overall superiority.